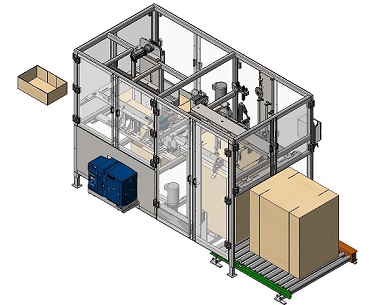
Utilizing our engineering expertise and packaging industry experience, we offer several complimentary packaging solutions to our case packing lines. Material handling, case flow,
product diverts, and accumulation are just a sample of some custom projects we've provided to customers.
Specialty Equipment Examples |
|
|
|
|
|
- Primer Inspection Machine: This machine was designed to replace manual visual inspection of brass shell casings for the correct internal application of primer
powder. The machine consists of a pneumatic feed system that loads trays with shell casings that are conveyed under a digital camera that inspects for the proper
application of primer powder. If the real time digital video processing determines the primer powder application is correct, it is conveyed to a pneumatic take away system;
otherwise it is rejected from the process line.
- Photo Verification System: This system is designed to take multiple images of cases as they exit the packaging line. The images are used to verify information
printed on tracking labels and conformance labels. An overhead image of the case is also used to verify contents of each box. A Dell server running dual processors and
four 36 Gig HD's are utilized on a RAID 0 array. Three DVT Cameras are used to take pictures at different angles that tie back to the number scanned in at the barcode
scanner. The weight of the package is also recorded and displayed on a local readout. The server is running a VB application that communicates to all the devices on the HUB
and stores the tracking information, weight, and images in the SQL Server Database. The VB app also verifies the tracking number for duplicates and valid scan reads
against a database, and rejects cases that have been entered previously. The checkweigher can also be set to reject cases based on an over / under situation.
- 5 Station Data Trace: This 5 station Data Trace system was designed to allow for permanent tracking and data-logging of test measurement during the assembly
of air bag inflators. There are four multi-function stations for Weight, Torque and Caliper measurements. There is also one station that is designed specifically for
interfacing with a helium leak station. Each station is capable of running multiple tests per build as well as different tests for various serial devices. Each station
consisted of a Panelview HMI for operator interface, a symbol fixed bar code scanner, and a Gageport serial interface device. A PC Main operator station is used for build
setup and debugging. A Visual Basic application was written to provide the primary code that supports the communication between all devices and a custom Access Database
used for quality control and datalogging. A barcode printer is used to label parts prior to assembly for tracking. An Allen-Bradley PLC is used to provide communications
between the Bar Code scanners/Panelviews & the PC.
- QC Can Drop System: This system was designed and built to enable QC personnel to pull cans off a live production line running @ 100 cans / min. A selector
switch was used to provide 1-3 cans at a time. An automatic divert system sensed cans and when activated, diverted the cans to a separate sample line to allow operators
to get cans w/o possibility of injury or disruption of production.
|
|
|



 About Us
About Us
 Packaging Services
Packaging Services
 Packaging Machines
Packaging Machines
 Media
Media
 Linkedin
Linkedin Youtube
Youtube Location
Location
 Give Us a Call
Give Us a Call